


















-1.webp)
-1.webp)
-2.webp)










































Cannabis Vaporizer Oil Filling Guide: Standardizing the Process for Brands
In the development and mass production of cannabis vaporizer products, brands typically focus on hardware appearance, atomizer core material, oil tank capacity, battery configuration, atomization performance, delivery time, and cost. These are certainly important metrics for evaluating hardware products. However, during actual testing, filling, and bulk shipping, there is another easily underestimated link that directly affects product stability—oil filling. A rushed or inconsistent filling Standard Operating Procedure (SOP) is the leading cause of leaks, dry hits, and batch inconsistency in the field.
For B2B cannabis vaporizer brands, filling factories, and product teams, oil filling is not just as simple as injecting oil into the tank. It is related to the compatibility between the oil and the hardware, the saturation state of the ceramic core, sealing stability, leakage risks, bubble residue, draw resistance, and the end user’s first experience.
Many product issues may not entirely stem from the hardware itself; they could also be related to the filling volume, needle position, filling speed, sealing method, resting time, or the consistency of batch operations. Therefore, establishing a clear, stable, and replicable oil filling process is crucial for reducing mass production risks and improving product consistency.
Why Oil Filling Dictates Product Stability (Not Just Hardware)
During the sample testing phase, filling issues might not be obvious. A small number of samples are usually manually filled, sealed, and tested by experienced personnel, making the operation relatively controllable. However, when the product enters the trial production or bulk filling stage, the detailed differences in the filling process are magnified.
For example, some high-viscosity oils enter the oil tank and ceramic core more slowly. If insufficient resting time is given after filling, the ceramic core will not be fully saturated. Consequently, the product may experience insufficient atomization, a weak flavor, or even a burnt taste or dry hit risk during initial testing or use.
Conversely, if the filling volume is excessive, there will be a lack of sufficient buffer space inside the tank. During sealing, storage, transportation, or temperature changes, the product may be more prone to seeping or leaking. For vaporizers with a center post structure, an unstable filling position might cause the oil to enter the central airway, leading to abnormal draw resistance, a clogged feeling, or increased condensation.
Therefore, oil filling is not just the last simple step in the production process; it is a vital link connecting the oil, hardware structure, and end-user experience. For brands, a standardized filling process can help reduce after-sales risks and maintain more stable product performance in bulk shipments.
Pre-Filling Checklist: Crucial Variables to Confirm
Before formal filling, brands or filling factories need to confirm several basic conditions. Different product structures and oil states have varying requirements for the filling method.
1. Oil Viscosity and Fluidity
Different oils have different viscosities, fluidities, and formulation ingredients, which will affect the filling efficiency, bubble formation, ceramic core saturation speed, and resting time during the filling process. For instance, high-viscosity distillates require higher heating temperatures to flow, while terpene-rich live resins or rosins must be filled at lower temperatures to prevent terpene degradation and loss of volatile aromatics. It’s important to note that oil viscosity is also affected by temperature. At lower temperatures, oil fluidity typically decreases, the filling process may slow down, and it is more likely to result in unsmooth filling or bubble residue; under suitable temperature conditions, oil fluidity improves, making the filling operation more stable.
Therefore, when testing new hardware, it is not recommended to only look at the performance of the empty hardware. Instead, you should combine it with the actual oil and conduct a complete test under temperatures, filling speeds, and resting times that are close to actual filling conditions.
2. Structure of the Vaporizer Device
Different vaporizers may have different filling port positions, oil tank spaces, central airway structures, ceramic core positions, and sealing methods. Even for products with similar capacities, the actual filling path and operating angle may vary.
For vaporizers with a center post structure, it is necessary to identify the oil inlet position and the air inlet/airway position before filling to avoid injecting oil into the central airway. Once the oil enters the airway, it can cause leakage, tighter draw resistance, a clogged feeling, increased condensation, and even affect the subsequent atomization experience.
The focus of this section is not to immediately dictate specific operations, but to first confirm the device structure to avoid using the same filling method for products with different structures.
3. Recommended Filling Volume of the Vaporizer Device
The filling volume is not “the fuller, the better.” A reasonable filling volume needs to be determined based on the oil tank capacity, structural design, sealing space, and subsequent transportation environment. Typically, leaving a 10% to 15% headspace (air gap) at the top of the tank is required to provide a pressure buffer during capping and subsequent environmental temperature or pressure shifts.
Before formal bulk filling, brands should confirm an appropriate filling volume range based on device specifications, actual oil tests, and supplier recommendations. This can avoid batch product performance differences caused by overfilling, underfilling, or inconsistent standards among different operators.
The Standardized SOP: 8 Key Control Points for Bulk Filling
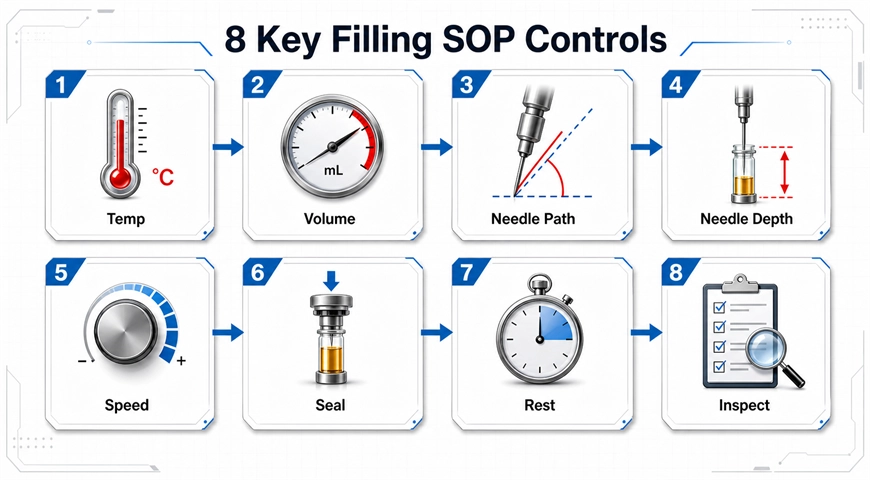
The purpose of standardizing oil filling is not to complicate the process, but to reduce unnecessary variables. For brands and filling factories, the following control points are particularly crucial:
-
- Adjust the Oil and Related Filling Components to an Appropriate Temperature:
Before formal filling, the oil and related filling components should be adjusted to an appropriate temperature based on the oil’s characteristics and device requirements to ensure the oil has proper fluidity. If the temperature is too low, it may lead to insufficient fluidity, a slower filling process, and a higher likelihood of unsmooth filling, bubble residue, or uneven oil distribution.
Even if the oil flows more easily at an appropriate vaporizer temperature, the filling speed still needs to be controlled. Filling too fast can lead to local oil accumulation, bubble residue, or even oil entering the central airway or sealing area, increasing the risk of abnormal draw resistance, leaking, or inconsistent flavor.
- Adjust the Oil and Related Filling Components to an Appropriate Temperature:
-
- Control the Filling Volume to Avoid Overfilling:
When filling, the oil volume should be controlled according to the device capacity and structural requirements, avoiding overfilling the tank. A certain amount of space usually needs to be reserved inside the tank to cope with the effects of sealing, storage, transportation, temperature changes, or air pressure changes. If the tank is overfilled, internal pressure may increase after sealing, making the oil more likely to be squeezed into the airway, sealing positions, or other areas it shouldn’t enter, thereby increasing the risk of seeping, leaking, or abnormal draw resistance.
Stable filling volume control is the foundation of product consistency. It is recommended that brands confirm an appropriate filling range during the trial production phase, rather than waiting until mass production to make adjustments.
- Control the Filling Volume to Avoid Overfilling:
-
- Avoid the Central Airway and Maintain a Stable Needle Position and Filling Angle:
During filling, the needle position and filling angle will affect the path of the oil entering the tank. If the needle position is unstable, it may cause oil to adhere to the central airway, seals, or other positions not suitable for contact with oil, and it may also increase bubble residue.
For vaporizers with a center post structure, it is especially important to avoid oil entering the central airway during filling. Once oil enters the airway, it can result in a tighter draw resistance, a clogged feeling, spit-back, or increased condensation. Before mass production, it is necessary to specify the appropriate needle position, filling angle, and operation path, and try to have operators maintain consistent movements.
- Avoid the Central Airway and Maintain a Stable Needle Position and Filling Angle:
-
- Control the Needle Insertion Depth and Avoid Contacting the Ceramic Core:
For products using ceramic atomizer cores, the needle insertion depth is an important detail. The filling needle should not directly contact the ceramic core, central airway, or internal sealing structures. Operators should maintain a clearance of 3.0mm to 5.0mm above the ceramic core during injection.
The ceramic core usually has a porous structure used to absorb and conduct oil. If the needle is inserted too deeply, the angle is unstable, or it touches the ceramic core’s surface during operation, it may affect the local core state or oil distribution. In more severe cases, it can cause abnormal local oil absorption, increasing the risk of subsequent inconsistent flavor, unstable atomization, or dry hits. At the same time, if the needle contacts the seal or central airway, it may also cause oil to enter inappropriate places, affecting draw resistance performance or increasing the risk of seeping.
- Control the Needle Insertion Depth and Avoid Contacting the Ceramic Core:
-
- Control the Filling Speed to Reduce Bubble Residue:
If the filling speed is too fast, the angle is unstable, or the needle is moved frequently during the filling process, bubbles may form inside the tank. For high-viscosity oils, bubbles are less likely to dissipate quickly. Maintaining a steady, controlled filling speed of 0.5 to 1.0 ml per second (depending on viscosity) helps prevent air entrapment.
Bubbles not only affect the product’s appearance but may also affect the distribution of oil in the tank. If bubbles stay near the oil inlet holes or ceramic core, they may affect the atomizer core’s oil absorption efficiency, leading to a smaller atomization volume, insufficient flavor release, or a risk of localized dry hits during first use.
- Control the Filling Speed to Reduce Bubble Residue:
-
- Timely and Stable Sealing After Filling:
The sealing action after filling is equally important. Untimely sealing, inconsistent sealing force, improper assembly, or excessive squeezing of the oil tank during sealing can all affect the product’s sealing state. Capping or sealing should occur within 3-5 minutes of filling to prevent pressure imbalances inside the reservoir.
For disposable vaporizers or closed tank structures, sealing quality is particularly crucial. If the seal is unstable, the product is more prone to seeping or leaking risks during storage, transportation, or end-use. Brands in the trial production phase should verify whether the sealing method is suitable for bulk operations and confirm whether the sealed product can maintain a stable state.
- Timely and Stable Sealing After Filling:
-
- Maintain Appropriate Resting Time After Sealing:
After filling and sealing are complete, the product usually needs to be rested appropriately to give the oil enough time to saturate the ceramic core. The resting time should be adjusted based on the oil viscosity, atomizer core structure, and device design. Depending on the oil’s viscosity, the resting time must range from 4 hours (for thinner, terpene-rich formulations) to 24 hours (for ultra-thick distillates) before any testing, packaging, or usage occurs.
If testing, packaging, or use occurs too early after filling, the ceramic core may not have fully absorbed the oil, thereby affecting the first-time user experience. Common manifestations include insufficient atomization, weak flavor, burnt taste, or dry hit risks in the first few puffs.
- Maintain Appropriate Resting Time After Sealing:
-
- Conduct Basic Inspections Before Packaging:
Before the product enters packaging, it is recommended to conduct necessary basic inspections, including visual inspection, leakage observation, draw resistance testing, and basic functional testing. In bulk production, factories should deploy automated optical inspection (AOI) for headspace consistency and vacuum decay testing to catch micro-leaks before boxing. For bulk orders, sampling standards can also be set according to actual conditions.
The purpose of testing is not to add to the process burden, but to discover potential problems before shipping. Compared to end-customer complaints, channel returns, and after-sales processing, the cost of upfront inspection is usually lower and more conducive to maintaining brand reputation.
- Conduct Basic Inspections Before Packaging:
Environmental Factory Controls
Beyond the hardware and oil itself, ambient factory conditions are vital. Bulk filling should ideally take place in a Class 100,000 (ISO 8) cleanroom environment. The ambient room temperature should be kept at 20°C–25°C, with relative humidity maintained ideally between 30% and 40%. While keeping humidity below 40% prevents the hydrophilic (moisture-absorbing) ceramic core from absorbing ambient water vapor (which causes spit-back, popping noises, and poor atomization upon first use), dropping below 30% increases the risk of electrostatic discharge (ESD) in cleanroom electronics. This cleanliness classification aligns with global particulate limits defined under ISO 14644-1 standards.
Table 1: Baseline Filling & Resting Metrics by Oil Type
| Oil Type / Viscosity | Target Filling Temp |
|---|---|
| High-Viscosity Distillate (Delta-9, HHC) | 55°C – 60°C |
| Medium-Viscosity Live Resin / Rosin | 45°C – 50°C |
Troubleshooting Guide: Causes & Fixes for Common Filling Issues
In actual filling and mass production, the following problems are relatively common. They may stem from the hardware structure, or they may be related to the oil state and filling operations. Therefore, they need to be judged based on the specific product.
Question 1: Why does it leak or seep oil after filling?
Leakage can be caused by various factors, including excessive fluidity due to too high filling temperatures, overfilling, a mismatch between oil viscosity and hardware structure, unstable sealing, compromised seals, changes in the storage environment, temperature changes, or air pressure changes during transportation.
If the oil tank is overfilled, there won’t be enough internal space to handle pressure changes. After sealing, the oil is more likely to be squeezed into the airway or sealing positions, increasing the risk of seeping. Especially in long-distance transportation or environments with large temperature differences, controlling the filling volume and sealing stability becomes even more critical.
Question 2: Why is there a burnt taste or dry hit during the first use?
A burnt taste or dry hit is usually related to insufficient oil absorption by the ceramic core. For some high-viscosity oils, if tested or used immediately after filling, the oil may not have completely penetrated inside the ceramic core. Heating at this time may cause localized dry hits, affecting the flavor and even damaging the atomizer core’s performance.
Therefore, the resting time after filling is critical. Different oils, ceramic core structures, and device designs may require different resting times. Brands should verify this based on the actual oil and hardware structure using the 4-to-24-hour baseline.
Question 3: Why is the atomization performance inconsistent in the same batch of products?
The hardware structure determines the foundation of product performance, but the filling method will affect the product’s actual state in mass production. If the filling volume, filling speed, needle position, needle insertion depth, sealing time, or resting time are inconsistent in the same batch of products, it can lead to differences in oil distribution, the degree of ceramic core saturation, and internal pressure states.
This discrepancy may manifest as some products having sufficient atomization volume, some having a tighter draw resistance, some having insufficient flavor release, or some being more prone to seeping risks. Thus, even using the same hardware, different filling operations can cause performance differences among batch products.
Question 4: Why are there bubbles after filling?
Bubbles are common in vaporizers with a center post structure and can also be related to oil viscosity, filling speed, and needle position. If the filling speed is too fast, or if the needle is moved frequently during filling, bubbles are more likely to form inside the tank. For high-viscosity oils, bubbles may dissipate slowly. If bubbles stay in the oil inlet area or near the ceramic core, they can affect oil absorption efficiency, thereby impacting initial atomization performance.
Reducing bubbles relies on maintaining a stable filling speed, filling angle, and needle position, and allowing an appropriate resting time based on the oil state.
Question 5: Why do some products have a tight draw resistance or a clogged feeling?
Abnormal draw resistance may be related to the state of the central airway. If oil enters the central airway during filling, or if internal pressure changes during sealing cause oil to be pushed into the airway, the product may experience a tight draw resistance, clogged feeling, spit-back, or excessive condensation during use.
Furthermore, the resting method after filling, storage orientation, oil fluidity, and ambient temperature can also affect the airway’s state. For batch products, standardizing the filling path, controlling the filling volume, and maintaining stable sealing help reduce the likelihood of such issues.
Question 6: Why is it necessary to avoid the needle touching the ceramic core?
The ceramic core is a crucial component that affects atomization performance and oil conduction. During filling, if the needle directly contacts the ceramic core, it may affect the core’s surface state or local oil absorption performance. Such problems might not be easily detected immediately in a single sample, but in mass production, inconsistent operations can lead to initial state differences among different products. To mitigate risks, the needle insertion depth and filling path should be clearly defined during filling to avoid the needle contacting the ceramic core, central airway, or sealing structures.
How to Leverage Your Hardware Supplier for Filling Support
Although filling is typically completed by brands or filling factories, the hardware supplier remains very important in this process. This is because the supplier best understands the product structure, oil tank design, ceramic core position, central airway layout, and sealing method.
A professional hardware supplier should not only provide product parameters but also help clients understand the key control points in the actual filling process. For example, suggesting the appropriate filling path, prompting the needle insertion depth, explaining sealing precautions, providing resting suggestions based on the oil state, and assisting in analyzing causes when issues like leaking, burnt taste, clogging, or bubbles occur.
For brands, this support can reduce trial-and-error costs and help filling factories establish stable operational standards faster. Especially in bulk orders, the supplier’s application experience and troubleshooting capabilities often directly impact product launch efficiency and delivery stability. Therefore, while filling support is just one link in hardware cooperation, it reflects whether the supplier truly understands the product usage scenarios, mass production processes, and actual risks faced by brand clients.
Conclusion: Standardized Filling is a Key Step to Enhancing Mass Production Stability
Standardized filling may seem like just a detail in the production process, but it directly impacts the cannabis vaporizer’s leakage risk, bubble residue, draw resistance performance, ceramic core saturation state, and first-time user experience. For B2B brands and filling factories, reasonably controlling the filling temperature, filling volume, needle position, filling speed, sealing method, and resting time helps improve batch product consistency and reduce subsequent after-sales and market feedback risks.
It should be noted that different oil formulations, viscosities, terpene ratios, vaporizer structures, and filling equipment conditions can all affect the final filling parameters. Therefore, filling temperature, needle specifications, filling speed, and resting time are not recommended to be applied as a uniform standard directly; they should be tested and confirmed based on the actual oil and target hardware.
If you are evaluating new vaporizer hardware or looking to optimize the filling process of existing products, we recommend conducting small-batch filling tests before mass production. The Artrix team can assist in confirming more suitable filling conditions, sealing recommendations, and mass production operational key points based on your oil characteristics, product structure, and filling needs, helping your brand reduce risks and enhance product stability before the official market launch.
